昭和52年度決算検査報告

日本専売公社においては、近年、工場施設の近代化を図るため各地に分散する工場を統廃合するなど新鋭工場を建設し、また、製品の流通機能の充実を図るため各所に配給基地を新設している。
しかして、本社及び関東支社ほか4支社(注1)
が昭和52年度に施行している防府原料工場R−47工場新築その他工事ほか11工事(工事費総額85億9989万円)について検査したところ、そのうち鉄骨工事において、次のとおり、加工工場における鉄骨の製作費(これを「工場加工費」と呼んでいる。)及び建築現場における鉄骨の組立費(組立てにボルト又はリベットを使用することからこれを「現場鉸鋲(こうびょう)費」と呼んでいる。)の積算が適切でないと認められた。
(1) 工場加工費については、公社が制定した「建築工事積算基準」(以下「積算基準」という。)に基づき、加工工場における鉄骨工の工数を、加工工場及び建築現場で行う接合の溶接長とボルト又はリベット本数の設計重量1t当たりの数量によって、鉄骨の加工組立てが「主として溶接によるもの」、「溶接とボルト又はリベット併用によるもの」若しくは「主としてボルト又はリベットによるもの」のいずれの区分に当たるかを判定し、その区分ごとに定められた加工組立標準工数表により工数を求め、これに設計重量を乗ずるなどして算出することになっており、上記の各工事は、工場加工については主として溶接によっているが建築現場での組立ての際のボルト締付け本数が多いことから、これらの工事を「溶接とボルト又はリベット併用によるもの」の区分に当たると判定したうえ、その区分による工数を算出し、鋼材の設計重量6,520tの工場加工費を6億6621万余円と積算していた。
しかし、工場加工費は、加工工場で鋼材を加工して柱、梁(はり)等を製作するのに要する経費であって、工場加工と関係のない建築現場で施工する溶接長やボルト又はリベット本数を含めて標準工数の適用区分を判定することとしている積算基準は誤りであり、その結果、溶接とボルト又はリベット併用の場合より工数の少ない溶接が大部分となっている設計の上記各工事の工場加工について「溶接とボルト又はリベット併用」の場合の工数を算出しているのは適切でないと認められ、上記各工事について施工の実態に即した方法で積算したとすれば、積算額を約8140万円程度低減できたと認められた。
(2) 現場鉸鋲費については、積算基準により、現場鉸鋲費のうちボルト締付機、コンプレッサなどの機械器具損料及び燃料、油脂等の消粍品に要する経費(これを「消耗品費」と呼んでいる。)として鉄骨1t当たりの所要労務費の30%を計上し、上記各工事において鉄骨重量6,520tの現場鉸鋲費を6484万余円と積算していた。
しかし、積算基準に示されている消耗品費は、高力ボルト(注2)
を圧縮空気を動力とするボルト締付機によって締め付けるなどの作業に要するものを想定しているのであって、これに対し、本件各工事は、いずれも特殊高カボルト(注3)
を電動締付機によって締め付けることとする設計となっており、これによる場合はコンプレッサの損料、燃料費、圧縮空気管の損耗費等が不要となるなどのため消耗品費は少額で足りるのであるから、上記各工事についての積算に当たっては、消粍品費は1t当たり所要労務費の15%程度を見込めば十分足りたと認められ、上記各工事についてこれにより積算したとすれば、積算額を約650万円程度低減できたと認められた。
上記についての本院の指摘に基づき、日本専売公社では、53年6月に、積算基準改正の通達を各支部局に発し、建築工事における鉄骨の工場加工費及び現場鉸鋲費の歩掛かりを施工の実態に適合したものに改める処置を講じた。
なお、上記12工事のほか、中部支社が施行している日本専売公社新東海工場(仮称)たばこ工場新築その他工事ほか2工事(工事費総額66億9837万円)について検査した結果もいずれも上記(1)、(2)と同様の方法により積算していた。
いま、これら15工事について適切と認められる積算をしたとすれば、積算額を約1億0200万円程度低減できたと認められた。
(注1) 関東支社ほか4支社 関東、東北、関西、中国、九州各支社
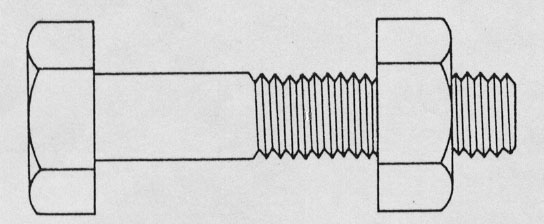
(注2) 高カボルト 高張力鋼で作られたボルトで、接合しようとする材と材を強く締め付け、接合面の摩擦力によって両者を固定する。
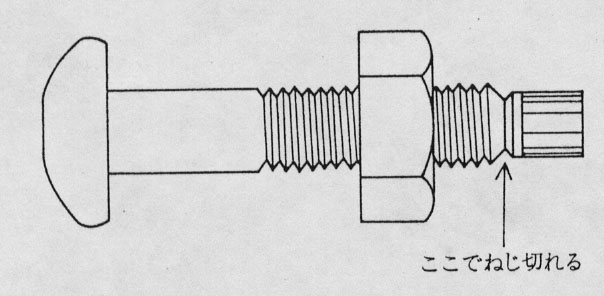
(注3) 特殊高カボルト 高カボルトと同様、接合しよぅとする部材を摩擦力によって固定するボルトで、種々のタイプのものがあるが、電動締付機でボルトの端部に締付方向と逆の回転力を与えながらナットを所定の力まで締め付けると端部がねじ切れるようになっているものが多く用いられており、締付けが簡単で施工管理が容易になっている。